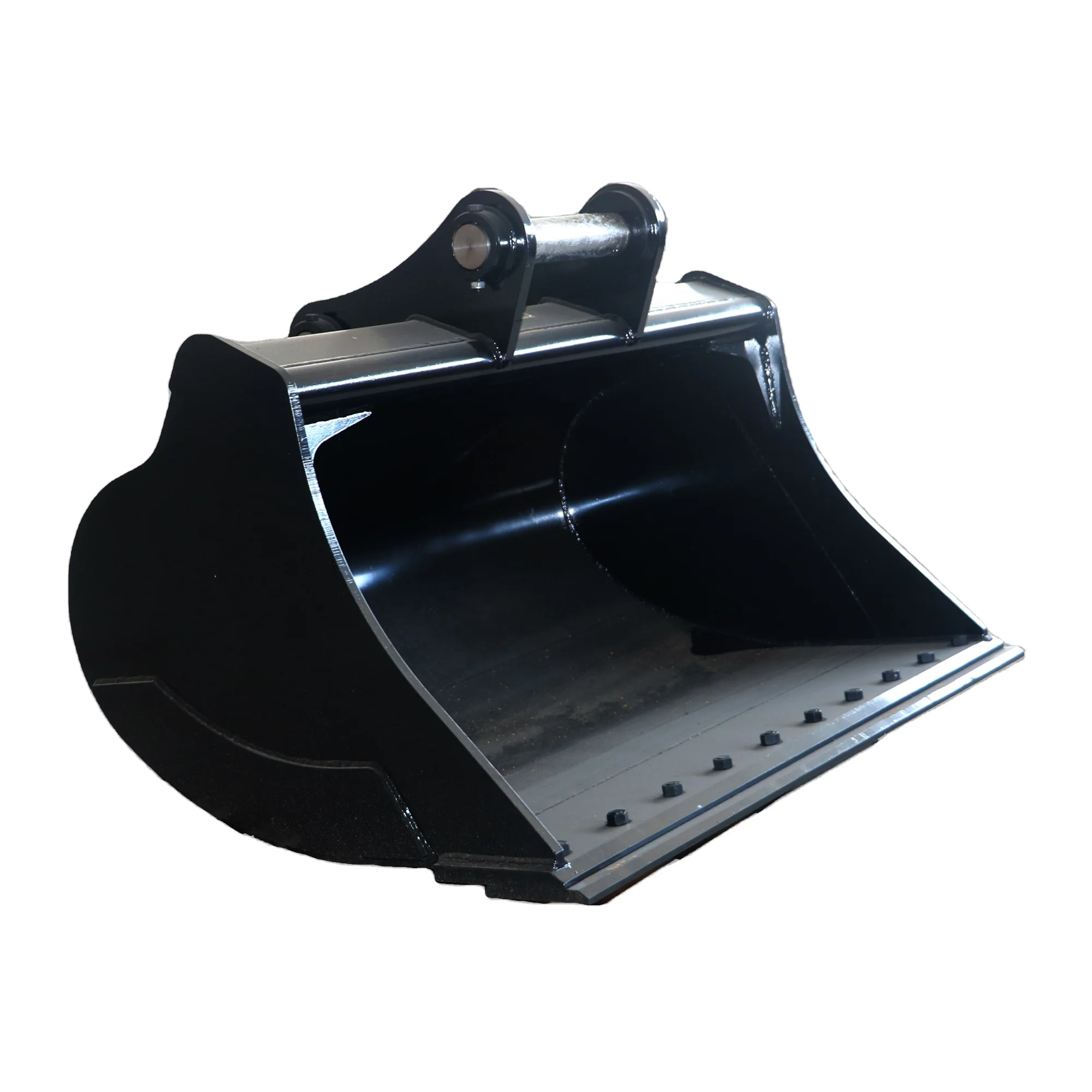
rock sieve bucket
A rock sieve bucket is an advanced construction attachment designed to efficiently separate, filter, and process various materials on construction sites. This versatile tool combines the functionality of a traditional bucket with an integrated screening system, allowing operators to sort materials by size while simultaneously loading or unloading. The device features a robust steel frame construction with specially designed screening elements that can process materials ranging from topsoil to demolition waste. The screening mechanism typically consists of interchangeable mesh panels or bars with specific gap sizes, enabling customization based on the desired output material size. The rock sieve bucket operates through a rotating or vibrating motion, which helps materials flow through the screening elements while retaining oversized pieces. This equipment is particularly valuable in applications such as soil preparation, aggregate processing, demolition waste handling, and landscaping projects. Its ability to process materials on-site significantly reduces transportation costs and eliminates the need for separate screening equipment. The design typically incorporates wear-resistant components and reinforced structural elements to ensure durability in demanding conditions. Modern rock sieve buckets often feature hydraulic systems that enhance performance and provide operators with precise control over the screening process. This equipment has become essential in construction, mining, and recycling industries, where efficient material processing and waste reduction are crucial.